
JIUYUAN
20+ ÅRODM&OEM
Elektriska och mekaniska
20+ ÅRODM&OEM
Elektriska och mekaniska

Kategorier
Nya Inlägg
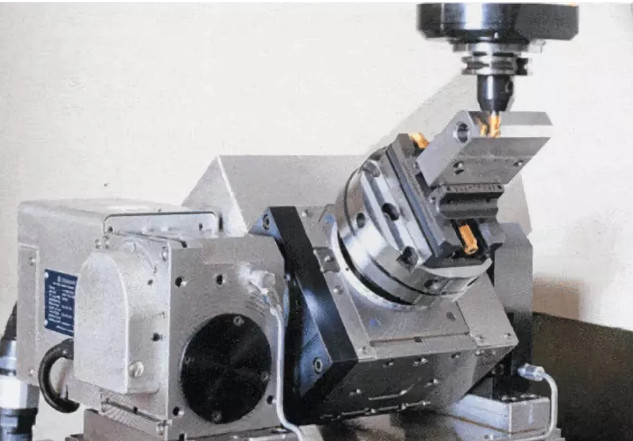
Centrera verktygsjusteringssteg förCNC-bearbetningsdelar
Ta mitten av artefakten som ett exempel.
Arbetsstyckesspindel på 1, fräs kvar av artefakterna, kom ihåg X-värdet, kniv, flyttad till höger om artefakter, till höger, kom ihåg X-värdet, de två X-värdena, medelvärde, registrerat i G54 X 2 huvudaxeln vrids på, främre delen av fräsen på arbetsstycket, kom ihåg Y-värdet, kniv, flyttade till baksidan av arbetsstycket, nära baksidan, kom ihåg Y-värdet, de två Y-värdena, medelvärde, registrera i G54 Y 3 huvudaxeln är påslagen, beroende på arbetsstyckets yta, kom ihåg Z-värdet långsamt med fräsen, lägg det i G54 Z. G92-instruktionen används för att fastställa arbetsstyckets koordinatsystem, vilket beror på verktygets aktuella position.
Applikationsformatet för denna instruktion är G92 X_Y_Z_, vilket innebär att koordinatvärdet för verktygets aktuella position i arbetsstyckets koordinatsystem är (X_,Y_,Z_).
(1) Ett avläsningsvärde M1 erhålls när en fräs används för att kontakta arbetsstyckets kontur i X-riktningen, och sedan flyttas spindeln till andra sidan av arbetsstyckets kontur i X-riktningen för att komma i kontakt med de två graderna M2.Ange M=M2-M1 på sidan för mätning av verktygskomplement.
(2) Ett avläsningsvärde N1 erhålls genom att kontakta arbetsstyckets kontur med en fräs i Z-riktningen.Flytta sedan spindeln så att den kommer i kontakt med den andra sidan av arbetsstyckets kontur i Z-riktningen för att erhålla två grader N2.Ange N= mn2-n1 på sidan för mätning av verktygskomplement. Vill du lära dig UG-programmering kan du lägga till små MAKE up QQ: 770573829 få läromedel och kurser.
Syftet med fräs till fräs är att bestämma den rumsliga positionsrelationen mellan arbetsstyckets koordinatsystem och verktygsmaskinens koordinatsystem genom fräsen eller verktyget till verktyget, och att mata in verktygsdata till motsvarande lagringsplats. Det är det viktigaste operationsinnehåll i nc-bearbetning, dess noggrannhet kommer direkt att påverka bearbetningsnoggrannheten hos delar. Knivens inställningsoperation är uppdelad i X-, Y- och Z-riktning.
JIUYUAN har två våningar för CNC-bearbetning verkstad täcker 3000 kvadratmeter och byggde vår egen anodiserade fabrik för aluminium CNC-bearbetade delar.
CNC-verkstaden har 20 set 4-axligt CNC-bearbetningscenter, 12 set 3-axliga CNC-maskiner, 18 set borrmaskiner och 10 set svarvar.
Vi har fördel på CNC-bearbetningsdelar av aluminium,eloxerade CNC-bearbetningsdelar,stål CNC-bearbetningsdelar,plast CNC-bearbetningsdelar,olika precisions CNC-bearbetningsdelar.
tel:+8613267205630
Whatsapp:13267205630
E-post:emily@jiuyuan999.com
Skype:emilymoonjiang






